Swords
Transformation is one of the most fundamental skills of the
metal-smith. To take something that has had its use but become use-less and
re-form it into a wholly new being is approaching magic. It is to me the single
most enjoyable and important aspect of my work and forms the core of my beliefs
on renewable technology, traditional methods and understanding of my medium.
Forge welding is one of these transformative processes that can
allow the Artist–Metalsmith to take differing steels and Irons and create a new
piece of fabric that can then be formed into the object.
Different metals such as an ancient Plough found on the farm
(itself a composite object, being made of forge-welded Shear steel and wrought
iron made by hands of men long dead), Farriers rasps put beyond their intended
use and ruined railings. These steels can be brought together to form, literally,
a new and unique piece of steel.
With its own unique surface patterns in the polished steel
being produced by laborious folding and re-welding process to continually raise
the number of total layers in the steel, quickly a number is reached where
every sequential hammers blows dictates the “flow” and orientation of the grain
pattern this creates a luxurious pattern likened to wood grain and made widely
famous by the methods of Nihonto Japanese sword smiths.
As part of the on-going wedding commission I have been asked
to produce a pair of wedding swords that are matched in the sense that they are
both made from the same source materials.
These swords are special as they are heavily symbolic for
the couple representing Ancestry and Protection. The swords form a central part
of the customer’s ceremony.
This will be a lengthy, but highly rewarding process which I
will document here.
The following WIP (work in progress) will endeavour to
educate those interested in my methods of producing a sword. If there are any
areas of the process that I skip over that you would like to ask me about, then
please don’t hesitate to ask.
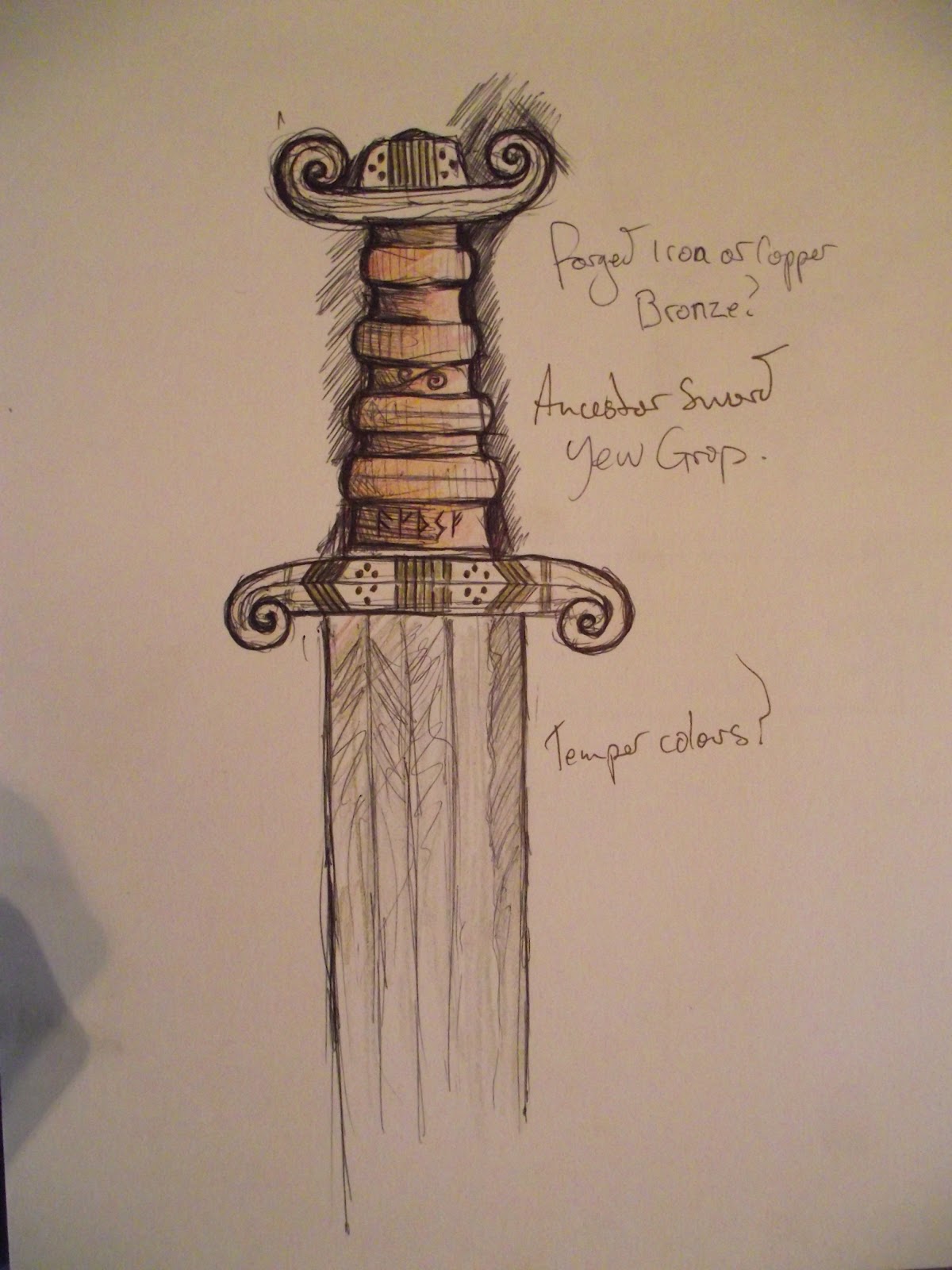
This is the first of the two swords that I am to produce
The hilt is forged copper and the grip is carved yew heart,
the blade will be of the classical Nordic single edge
Firstly we have the raw materials
The plough was cut into equal sections and then forged flat
to even out the surface texture pitting
After this, the two billets were made up out of equal parts
of the various steels.
These were then stacked and weighed as being 2.5 kg each I
am expecting to lose a given amount(25%?)
through the multiple welding passes and grinding etc but I will be interested
to see just how much disappears into the ether.
More to come tomorrow